本文重点探讨了胶辊制造和处理的几个指标与成纱质量的相关性。说明优选磨砺参数、优选涂料配比的重要性。
胶辊、胶圈是纺纱的重要牵伸器材。胶辊和罗拉、胶圈与上下销组成两对弹性握持钳口,完成对纤维的握持和牵伸。
很多胶辊生产厂商在推销自己的产品时,往往介绍说其胶辊使用先进的工艺配方制造,能够提升成纱水平,抗绕、抗静电性能好等等。过分夸大了胶辊、胶圈的配方作用,实际上胶辊的生产的全部过程与纺纱过程一样,“人、机、料、法、环”五要素缺一不可,胶辊配方仅排第四位,人是完成生产、工艺的首要因素,排第一位,设备和原料依次排第二、三位。没有好的设备及完好的设备状态、优质的橡胶原料,再先进的配方工艺都不可能生产出好的胶辊、胶圈产品来。
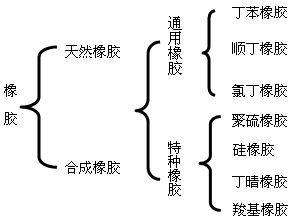
丁腈橡胶是制造纺织胶辊的主要的组成原材料,简称“NBR”,丁腈橡胶中丙烯腈含量(%)有42~46、36~41、31~35、25~30、18~24等五种,丙烯腈含量越高则橡胶的耐油性越好。这一特性很适合做具有耐油性要求的纺织牵伸器材,特别是纺制含色油剂、化学油剂的纺织品种,高丙烯腈含量用于开发化纤、色纺、毛纺及氨纶包芯纱的胶辊。
羧基丁腈橡胶:羧基丁腈橡胶是由丁二烯、丙烯腈和有机酸(丙烯酸、甲基丙烯酸等)三元共聚而成。简称XNBR,相对密度0.98—0.99。丁腈橡胶引入羧基,增加了极性,增大NBR与PVC和酚醛树脂的相容性,赋予高强度,拥有非常良好的粘接性和耐老化性,改进耐磨性和撕裂强度,进一步提升耐油性。拉伸强度一般为25.5-26.5MPa,扯断伸长率310~380%,撕裂强度51.0~55.9kN/m。
纺织丁胶腈辊生产加工一般要经过:塑炼→混胶→压延→挤出→注射→压铸→硫化→切割→倒角→粗磨→检验→包装工序。
在整个丁胶腈辊生产流程中,硫化对产品质量具有关键性的影响,硫化是指橡胶分子链的交联,赋予橡胶各种良好的物理性能。因为橡胶在未经过硫化前,缺乏良好的机械性能(抗拉强度、定伸强度、伸长率、弹性等),实用能力不大。因此要在胶辊配方中精确计算硫化反应时硫磺的使用量,在硫化反应过程中减少游离状态硫的产生(多余未反应的硫磺),以使胶辊硬度更稳定,在使用一年后硬度上升控制在2度以内。在促进剂的选择上采用TMTD、TMTM快速硫化促进剂,提高橡胶的交联密度,提高胶辊的弹性和抗变形力。特别要注意挤出工艺的压力和硫化温度及硫化时间等关键工艺参数的精准掌握。
胶辊胶料的综合分散度是考核胶辊内在质量的重要指标,分散度越高,胶料配方中的各组份(包括抗静电剂和补强填料)分布越均匀,其相应的各种功能充分的发挥,因此胶料的强力、磨耗、弹性、抗静电性能都可得到一定的改善。分散度高的胶辊在胶料中形成电子通道,常称隧道效应,可使体积电阻率降低、导电性能(抗静电性能)提高;反之,分散度低的胶辊,抗静电剂的分散不匀,使体积电阻率上升、导电性能直线下降,而且因胶料内部含有微小气孔和没有分散的块状,区域中胶料分布不均匀,易造成胶辊硬度不匀,使胶辊在运转中产生周期性握持力波动,直接影响成纱条干。因此为了能够更好的保证胶辊质量,高品质胶辊要采用小批量及多次混料的方法,以使胶料达到应有的分散度。
胶辊的品质衡量准则过去主要是考核硬度、回弹性、恒定压缩永久变形率及几何尺寸等;而目前对胶辊的分散度逐渐重视,国家标准GB 6030-85《硫化橡胶中炭黑分散度的测定》中规定分散度共分为10级,5级以下为差,5-6级为较好,7-8级为好,9-10级为极好,纺织用胶辊分散度应在8级以上。
胶辊表面粗糙度可采用轮廓算术平均偏差Ra来表示,Ra能够最终靠粗糙度仪器来测试。
分散度高的胶辊硬度、分子密度、组织架构稳定,因而经过磨砺加工后表面粗糙度一致、均匀,成纱质量一致性好。
套差是胶辊制作的一个重要工艺,套差大则胶辊的内应力大,使橡胶分子始终处于张紧状态,胶辊易产生龟裂、老化,纺纱性能直线下降,进而影响胶辊外层硬度的均匀度,胶辊圆周硬度差异过大对胶辊表面粗糙度的均匀性产生一定的影响。因而纺制质量发展要求高的纱线,我们推荐使用铝衬胶辊,铝衬胶辊利用金属铝的弹性将胶辊套入胶辊轴承,消除了胶辊套制的内应力,一般我们称铝衬胶辊为‘零套差’,实际上应该是微套差。由于它能够减少制作工序,提高成纱质量,目前已经是主流产品。
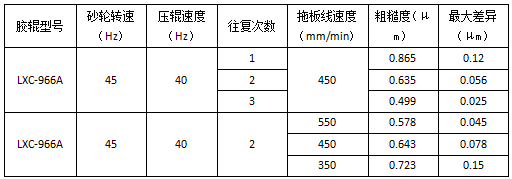
胶辊的表面粗糙度与磨砺次数有着密切的关系;胶辊磨砺次数并不是越多越好,因为胶辊与砂轮挤压摩擦造成胶辊和砂轮发热,对胶辊表面粗糙度造成破坏,特别是当温度上升到120度以上时,还会烧伤胶辊表面的橡胶分子,致使粗糙度不匀率上升,胶辊磨砺次数普通802磨床采用三到四个往复、40-60mm大气孔宽砂轮磨床以2个往复为宜,既可提高胶辊磨砺后的表面粗糙均匀度,又兼顾了磨床的生产效率。表1为LXC-966A胶辊在FM-1磨床不同磨砺参数下实测的粗糙度值。
胶辊磨砺进刀量的大小直接影响胶辊表面粗糙度Ra值的大小,磨砺进刀量应控制在0.15-0.20mm之间,过大胶辊与砂轮的挤压摩擦力过大,胶辊表面温度会迅速升高,甚至高达200℃,灼伤胶辊表面,会造成胶辊表面粗糙均匀度下降,而且易导致胶辊表面抗静电剂外溢。尤其是在出现手盘进刀过快、磨削过多等操作不当问题时,还会造成胶辊表面磨痕。只要磨床精度允许,我们提议采取“勤磨少磨”的方法,既能大大的提升成纱质量又能兼顾胶辊的消耗,达到节能增效的目的。
胶辊表面处理不当,必然会增加胶辊表面粗糙度不匀,胶辊表面处理通常有三种方法:表面酸处理(由于对人体危害较大,同时对操作者要求很高风险较大,处理后胶辊易老化早期龟裂,现在基本不用了)、表面光照处理、表面化学涂料处理,在同一磨励工艺条件下,三种处理胶辊表面粗糙度各有差异,见表2。
可见通过化学涂料处理后,并不能改善胶辊表面粗糙度,原先通过化学涂料处理胶辊能够达到“削高填低”、改善胶辊粗糙度的提法并不准确,它只是在胶辊表面增加了一层涂覆层。而通过紫外线光照处理胶辊的方法,通过紫外线伽马射线改变了胶辊橡胶分子结构,对胶辊的粗糙度有所改善。有时用涂料处理比用紫外线处理成纱质量好,车间生活好做,但这不是涂料处理后降低了胶辊的粗糙度的原因,胶辊的可纺性和胶辊的粗糙度是两个不同的概念。
胶辊内在质量不同,在同一磨励工艺条件下,其表面粗糙度Ra值也不完全一样,Ra值的大小决定了胶辊的握持力和摩擦力,胶辊的摩擦力直接影响成纱条干质量;一般纺纯棉中支纱推荐胶辊的粗糙度为0.8微米左右,一般高精度宽砂轮磨床一个往复就可以了;纺制高支纱一般推荐0.6微米左右,高精度宽砂轮两个往复也能够完全满足。而纺制化纤及特殊品种(如0.8旦的超细旦纤维)时,为了更好的提高握持力,胶辊表面粗糙度Ra值不宜过小,而且要根据胶辊的解决方法和工艺条件来决定。
牵伸倍数与胶辊表面粗糙度Ra值大小对成纱质量也有影响;纺纱生产中,对胶辊表面粗糙度Ra值大小的要求随着纺纱牵伸倍数的增大而增大,随时着牵伸倍数的减小而减小,牵伸倍数大、纤维离散度高,只有较大的胶辊动摩擦力才可能正真的保证其纤维抱合力由此减少浮游纤维。纺纱牵伸倍数小,对胶辊表面粗糙度的要求适应面较宽,如粗糙度Ra值过高对条干不理想,且细节有所增加; 在纺纱牵伸中,胶辊表面粗糙度在混纺品种中尽可能加大到0.8-1.0μm,而在纺纯棉品种中可适当的加大到0.5-0.7μm,而在生产细旦天丝品种时,尽可能增加胶辊粗糙度到1.0μm以上。但粗糙度过大会带来静电聚集,易产生绕花,但由于当前不处理胶辊的抗静电性能强,粗糙度适当加大也不会产生静电绕花,加大粗糙度对牵伸的稳定性是有好处的。但过大的粗糙度会产生缠绕现象,一定要通过加覆涂层处理提高其抗缠绕性能。
胶辊表面粗糙度不匀易造成动摩擦系数波动,摩擦力不均匀,影响对须条的握持力,进而产生粗细节,而胶辊表面粗糙度均匀,可使胶辊动态握持力相对均匀,有利于改善成纱条干。
由于胶辊的粗糙度直接影响牵伸握持力,所以当纺纱厂在不同温湿度和不同的工艺情况下,生产不一样细度、长度及不同性质的纤维时对胶辊加工的粗糙度会有不同。
如在江苏南通某有名的公司在生产0.8旦G100天丝和兰精莫代尔混11.8tex纺纱时,采用进口贝克磨床磨砺胶辊时,由于胶辊表面的粗糙度较小,成纱条干恶化、细节增加较明显,而调整磨砺参数后,提高了胶辊的粗糙度,成纱细节显著下降,见表3。

而在山东某有名的公司生产纯棉高支纱(紧密纺JC11.7tex)时,也分别使用贝克全自动磨床、普通磨床和高精度磨床磨砺胶辊,实测胶辊的粗糙度,进行了胶辊的粗糙度对成纱质量影响的对比试验,见表4。

生产色纺纱及氨纶包芯纱时,由于纤维中还有色素和油剂,有可能会出现胶辊起鼓现象。而同一款胶辊由于橡胶分子中的亲油基分子及添加剂不同,耐油剂性能也不同,主要体现为胶辊耐油的能力和耐油剂的品种不一样。LXC-766、LXC-766a为抗油剂胶辊,能有效解决纺色纺及氨纶纱胶辊起鼓现象。
有些企业,车间里的温湿度控制不良,特别是生产化纤品种时,胶辊缠、绕、损现象突出。可选用抗缠绕性能较好的D-85/90石墨硒胶辊,该胶辊即使在黄梅天高温高湿情况下, “三抗”效果也表现良好。
生产涡流纺纱线胶辊,其性能可与进口胶辊相媲美,常规使用的寿命周期和成纱的9级纱疵水平都不差于进口胶辊,但价格远低于进口胶辊。
生产对胶辊耐磨性要求比较高的产品(如紧密纺),可选用JA-65、JA-75聚氨酯胶辊,该胶辊耐磨性能好,磨砺周期长,可有效节约胶辊房用工。
使用细纱长车的企业,常常因为不到更换周期时就出现一些下胶圈断圈、坏圈等问题而苦恼,LXA-2010K超耐磨胶圈可以有效解决这一问题。该胶圈采取了特殊酸处理工艺(酸液微电脑计量泵补充工艺),胶圈酸处理一致性好、耐磨性能高,在高配置纺纱设备上可完全替代进口胶圈。
牵伸过程的实质就是纤维间产生相对位移的过程,而采取“紧隔距,重加压,强控制”实质上是制约了纤维的变速和位移,以前细纱机的牵伸倍数普遍较小,“紧隔距,重加压,强控制”应该说还是可行的,但在大牵伸工艺或者生产细旦纤维时,“紧隔距,重加压,强控制”必然造成牵伸力过大,反而会造成成纱质量的恶化。这就像说“交通工具速度越快越不安全”,这句话本身好像是挺有道理的!但高铁比汽车快吧?飞机又比高铁快吧?但从安全角度上讲,真实的情况是越快的安全性能越高,前提是看你的载体。
据胶辊胶圈技术教科书上介绍,胶辊硬度63-85度的范围内,硬度越软则成纱质量越好,这也成为广大技术人员的共识。但在生产实践中,常常会出现在硬度高的胶辊成纱质量好于硬度小的胶辊的现象。为何会出现这样一种情况呢?棉纺牵伸理论认为,牵伸过程中,一定要保证握持力大于牵伸力。这一对力不匹配就会出现粗细节,影响成纱条干。在正常条件下,低硬度高弹性胶辊的成纱质量好还在于握持力的稳定性增强的结果。通常来说,胶辊硬度越硬,橡胶分子的间隙越小,胶辊的弹性越差。
在相同的摇架压力、牵伸倍数和纺纱条件件下,弹性越高的胶辊与纱条的接触面积越大,纺纱过程中的粗节、细节越少,条干水平越稳定。胶辊弹性越高,运转过程中因弹性恢复滞后造成的能量损失越小,温度上升越慢,对延长胶辊的常规使用的寿命也就越有利。胶辊弹性越好,条干锭间差异也越小。但胶辊的硬度也不能太低,否则弹性恢复性能偏低,影响到握持力的稳定性,就会导致条干变差。如果胶辊的弹性恢复不佳,反向包围弧的延伸还会加剧纤维的断裂及分离,条干就会极大的恶化,细节增加,锭差加大。同时皮辊由于过度加压疲劳易中凹,过早损坏,如不及时回磨或更换,同样会恶化条干。
传统的胶辊胶圈技术书籍对胶辊制作的要求是“光、滑、燥、爽”,随着磨砺设备自动化程度的提高,胶辊磨砺后表面的粗糙度也慢慢变得高。但我们发现,在生产纯棉品种时,胶辊表面的粗糙度一般要求要低一点,而生产粘胶等化纤品种时,,胶辊表面的粗糙度则要适当高一些。其原因是棉纤维之间的摩擦系数小,而化纤的纤维长度长,纤维之间的摩擦系数大,胶辊表面的粗糙度小不利于牵伸的稳定。
一般遵循纺纯棉品种时,胶辊的粗糙度应控制在0.5-0.7μm之间,纺混纺和化纤品种时,胶辊表面的粗糙度应控制在0.7-1.0μm之间为宜。
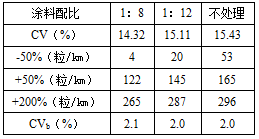
传统理论认为,胶辊涂料表面处理时涂料配比越淡(最好是不处理)成纱质量越好,但近年来随着大定量高效工艺的出现,常常会出现涂料比例越浓,条干越好的现象,而且不同品种均有。如河南永安纺织用细绒棉生产高支纱,经过优选确定涂料配比1:15笔涂一遍成纱质量最优,而福建长乐华源生产50支粘胶紧密纺纱时涂料配比1:8条干最好。涂料的作用不仅是增加胶辊的抗静电性能,同时也改变了胶辊表面的摩擦系数。涂料比例不同直接影响胶辊对纤维的握持力。表5是河南永安纺织用LXC-966A胶辊生产紧密纺JC11.7tex纱时,不同涂料配比时的条干CV%值对比试验情况。
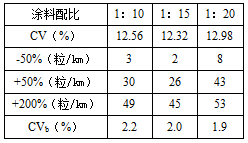
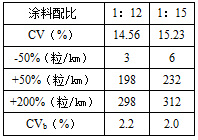
表6、表7分别是LXC-866A、LXC-963在越南南定省裕纶纺纱厂生产普梳C14.7tex纱、隆安省华孚工厂生产B2(麻灰)C14.8tex纱时的对比试验情况。
深入研究和试验后显而易见,所有现象都是遵循牵伸原理的,关键是握持力和牵伸力的平衡问题。当胶辊表面处理过程中的涂料配比能够使握持力和牵伸力达到最佳匹配状态时,产品质量就会比较稳定。
由于纺织厂的纺纱品种、纺纱工艺及纺纱型式已经趋于多元化,对胶辊的性能会有不一样的要求,这就要求胶辊、胶圈技术人员及胶辊胶圈生产厂商要不断优选磨砺参数和涂料配比,深入研究胶辊、胶圈的应用、制造和表面处理技术,探讨胶辊、胶圈主要性能参数与成纱质量指标的关系,确保使胶辊、胶圈发挥出其最佳的工艺效能。
[1]薛少林,宋红,张瑾等.紧密纺集聚工艺试验研究[J].棉纺织技术,2006(1):46-49;
[2]陈忠,张小阳.紧密纺纱线的特性与应用[J].纺织导报,2007(3):45-48;
[3]汪军.集聚纺纱技术的发展和展望[J].纺织器材,2005(7):53-57;
[4]郝风鸣,张弦,王友俊,杨继刚,赛络纺纱技术及纺纱实践[J].棉纺织技术,2005,33(3):54-55;
[5]邹小祥,颜卫珍.紧密纺胶辊的选用实践.2011年全国紧密纺纱技术研讨会论文集:159-162;
[6]魏俊虎.赛络紧密纺皮辊选型、管理和经济的效果与利益分析.2012中国棉纺织总工程师论坛论文集,177-180;
[7]欧怀林.正确使用细纱胶辊,稳定提高成纱质量.2010中国棉纺织总工程师论文集,2010:216-219;
[8]魏俊虎.恶劣条件下皮辊保养的应对措施.2011中国棉纺织总工程师论坛论文集,263-264;
[9]刘国卫.世界胶辊胶圈的技术发展暨应用技术展望.268-334, 2013中国棉纺总工程师技术论坛论文集;
[10]魏俊虎,邹小祥,周志标,汤夕发.浅议皮辊应用、皮辊房管理的重点.208-212,2013中国棉纺总工程师技术论坛论文集;返回搜狐,查看更加多
